Abstract
Oil dispersible pesticide formulations are a potent and versatile category of pesticides that offer unique advantages over conventional pesticide solutions. This article focuses on the peculiarities and complexities of OD manufacturing technology. The author offers expert advice on how to resolve development and manufacturing issues, contact the author.
INTRODUCTION
Oil dispersible (OD) formulations are a sophisticated class of pesticides that are made by meticulously blending solid active ingredients with suitable oils. This results in a finely stable dispersion of the active ingredients in a water-immiscible solvent. The solvent may also contain other dissolved active ingredients, creating a comprehensive formulation.
Before application, the formulation is diluted with water. Once diluted and applied using a field sprayer, a mixture of an active ingredient (A.I.) suspension and a direct oil-in-water emulsion emerges. The development of OD formulations is a complex and challenging process that requires the painstaking efforts of formulators and process engineers. The formulation must be stable and effective, and it must be able to be diluted with water to form a uniform suspension-emulsion mixture.
In the following sections, we will discuss the technology behind OD pesticide formulations, the challenges of manufacturing these formulations, and how these challenges can be solved.
PREPARATION
There are two main technology methods for preparing OD formulations:
-
The process of preparing the OD formulation starts with dissolving dispersants into a solvent mixture.
Next, the solid active ingredient is dispersed into the solvent, forming an oil dispersion.
To achieve a fine dispersion, the oil dispersion undergoes a process of fine grinding using a liquid milling through the bead mill.
Following this, a fine solid thickener is added, contributing to the stability and viscosity of the formulation.
Finally, the thickener is thoroughly dispersed by high shear mixing to ensure a homogenous mixture and required viscosity.
-
Unlike the previous technique, the process begins with pre-fine dry grinding of the solid A.I. using air jet milling.
The finely ground A.I. is then dispersed in the solvent mixture to which the dispersants are added to create a stable oil dispersion.
To achieve a fine dispersion, the oil dispersion is thoroughly mixed by high shear homogenizer.
Like in the previous technique, a fine solid thickener is incorporated into the formulation to achieve the required viscosity and stability.
The thickener is finally dispersed effectively by high shear homogenizer to ensure uniformity throughout the mixture and required viscosity.
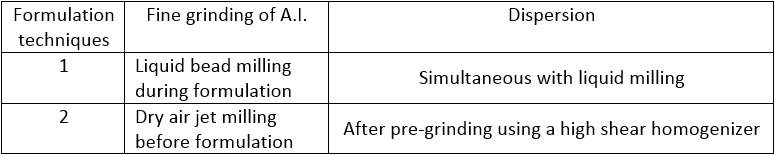
Difference between the two techniques.
The first difference between the two techniques for preparing OD formulation lies in their approach to fine grinding the solid active ingredient (AI).
Technique 1: The AI is finely ground during the formulation process using liquid grinding through a bead mill. This method is typically faster and more efficient, as the AI does not need to be pre-ground.
Technique 2: The dry AI is pre-ground before entering the formulation process using an air-jet mill. While this method may take longer, it becomes advantageous when there is no separate line available for bead milling in the oil and pre-ground A.I. is available.
The second difference between the two techniques is the way in which the A.I. is dispersed in the oil. In Technique 1, the A.I. is dispersed simultaneously with liquid milling through a bead mill. In Technique 2, the A.I. is dispersed in the oil after being pre-ground using a high shear homogenizer.
Here is a table summarizing the key differences between the two techniques:
Final particle size and viscosity
In both scenarios, the final particle size of the solid fraction in the oil dispersion is approximately D50 = 2-5 μm. To attain the desired viscosity, a small quantity of fine silica is introduced to the completed oil dispersion before effectively dispersing the thickener by high shear homogenizer. This ensures the OD formulation remains stable and well-mixed with the required level of viscosity.
HOMOGENIZATION AND STABILITY
The key factor in producing a stable OD formulation lies in achieving a composition with consistent viscosity. Unfortunately, many OD formulations available in the market suffer from unstable viscosity, leading to phase separation during storage. This can result in the solid part of the formulation settling and forming a non-dispersible sediment at the bottom of the package. Alternatively, the viscosity may increase during storage, causing the product to thicken, making it difficult to pour out of the package.
To achieve stable viscosity in the OD composition, effective dispersing of the solid A.I. and thickener within the formulation is crucial. This is accomplished by using suitable dispersing agents in the right quantity and employing a highly efficient high shear homogenizer.
Traditional IKA homogenizers, commonly used for this purpose, might not provide the required level of homogenization. Although integrated HS mixers are also popular, they often fall short in delivering the necessary homogenization efficiency.
Fortunately, more efficient machines for high shear homogenization are now available in the market. Dynamic rotor-stator homogenizing pumps, with concentric tool rings that are radially slotted and/or drilled, have proven highly effective. Such homogenizers can achieve tool speeds of up to 50 m/s, with an annular shearing gap of less than 1 mm. However, the optimal operating parameters for these homogenizers need to be experimentally determined.
To identify the best operation for such a homogenizer, it is essential to measure several parameters during the preliminary homogenization trial. These include the viscosity of the formulation, the electric current of the homogenizer engine, the rotation speed, and the flow rate through the homogenizer. During homogenization, the electric current of the engine should decrease, allowing for an increase in the rotation speed and flow rate through the homogenizer, ultimately achieving maximum levels. This process leads to a reduction in the composition's viscosity, signifying efficient dispersion. Efficient cooling of the formulation during its circulation through the high shear homogenizer is crucial for attaining the required maximum rotation and flow rate, leading to the most efficient dispersion. Please refer to Charts 1-3 below for visualization.
This highly effective homogenization process is applied both to disperse the solid A.I. in the solvent mixture and for the final dispersion of the formulation with thickener. Notably, achieving minimum viscosity (maximum dispersion of A.I.) requires circulation of the formulation through the high shear homogenizer for a full 8-10 batch volumes. This condition must be met within a reasonable circulation time and with a maximum flow rate of the formulation, which necessitates efficient cooling.
Charts 1-3. Homogenization parameters (Refer to the charts for further details)
MORE ABOUT STIRRING AND COOLING
When working with the OD formulation, ensuring continuous mixing throughout the entire production process is essential, not just during circulation through the HS homogenizer. In cases where high shear homogenization is not needed, utilizing an efficient stirrer instead of the HS homogenizer becomes necessary. It is crucial to maintain mixing without interruption throughout the entire production process until downloading the ready batch from the production line.
It's essential to be aware that stirring generates heat due to the friction of solids in the viscous oil dispersion and the limited heat transfer from the oil dispersion compared to the aqueous suspension. This can lead to significant heating of the oil dispersion.
Such heating issues may arise when the composition contains a high percentage of solids, the solvent mixture is viscous, the process takes place in a well-insulated industrial reactor, and an efficient stirrer is used for mixing. To counteract this, intensive cooling of the reactor is necessary, not just during circulation through the HS homogenizer but throughout the entire formulation process.
CONCLUSION
In conclusion, achieving a successful OD formulation requires maintaining LOW AND STABLE VISCOSITY of the oil dispersion WITH NO SIGNIFICANT PHASE SEPARATION or THICKENING DURING STORAGE. To achieve this, the following key measures should be implemented during its manufacture:
- Appropriate use of dispersing agents in optimal amounts.
- Utilization of a highly efficient modern high shear homogenizing pump.
- Ensuring effective cooling of the high shear homogenizer.
- Implementing continuous cooling and stirring of the formulation throughout the entire production process.
By carefully applying these measures, the OD formulation can be developed and processed in a way that meets the desired quality standards, ensuring its stability and performance over time.