BEAD MILLING OF SC PESTICIDE FORMULATION. OPTIMAL PARTICLE SIZE DISTRIBUTION.
Abstract
This article focuses on achieving a precise and controlled narrow monomodal particle size distribution in the SC wet milling process. The author discusses key factors that contribute to control optimal target PSD, enhancing product performance and stability, and offers assistance with production & quality issues, contact the author.
Controlling the particle size distribution (PSD) is crucial for manufacturing stable suspension concentrate (SC) formulations. It directly impacts formulation performance, suspension stability, spray ability, bioavailability, and batch-to-batch consistency. A well-controlled PSD ensures uniform distribution, enhances efficacy, prevents sedimentation, improves spray ability, promotes better absorption, and maintains product quality. There are some general considerations for achieving desirable target PSD in wet milling process, especially in the case of formulation combining several Active Ingredients (AIs).
-
Target PSD
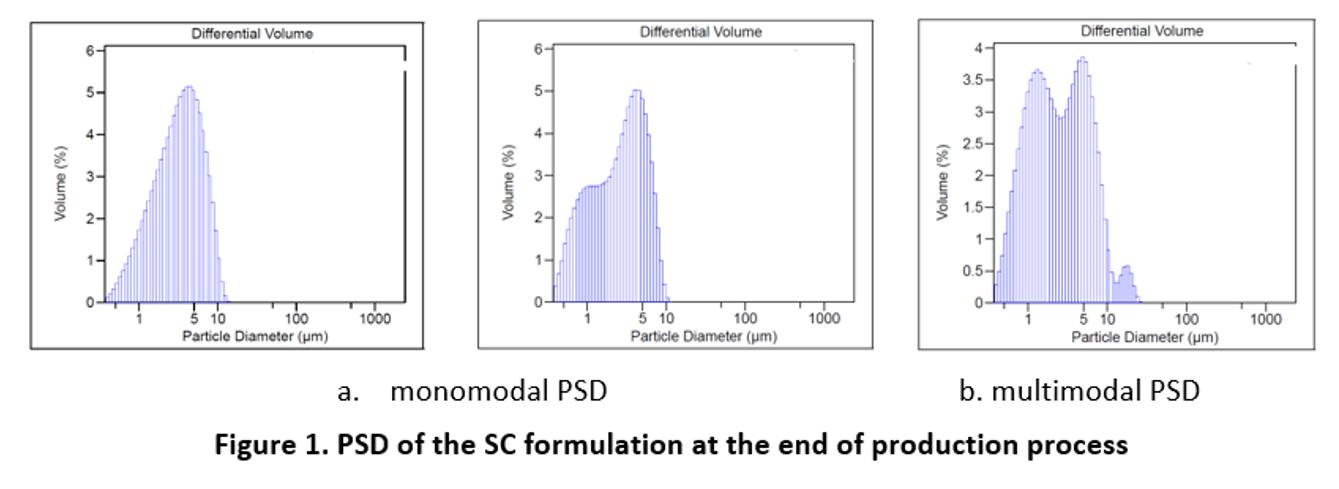
- A narrow, monomodal PSD ensures uniform dispersion and effective pest control.
- Controlled PSD is achieved through optimized wet milling parameters. Optimal PSD for SC formulations often varies, with a Mean particle size of 3-5 microns and a D90 (90% volumetric of particles) less than 8-10 microns.
- Avoiding oversized or undersized particles prevents clogging, inconsistent spray patterns, and poor stability.
Note: Achieving a narrow monomodal PSD can be challenging for multi-active ingredient formulations. (Fig.1: Examples of PSD distributions; Fig.2: Microscope images.)
-
PSD of technical Ais before milling
Different PSD of several technical Ais of one SC formulation poses challenges for efficient and uniform particle size reduction in bead milling. Issues include inefficient milling, inconsistent dispersion, increased time and energy consumption, variability in viscosity, and formulation stability problems. Solutions include selecting AIs with similar PSDs, optimizing processes prior to milling as well as the main milling step, and implementing monitoring and quality control measures.
-
Pre-milling
Pre-milling can be essential solution to achieve a narrow monomodal PSD in bead milling process of SC pesticide formulations with multiple AIs.
- Separate pre-milling of solid individual AIs (e.g., jet milling) or wet pre-milling of the combined formulation with several AIs can be performed. The objective is to reduce particle size of the AI with larger particles and align PSD of different AIs for a more uniform overall PSD. Pre-milling is especially useful when there is a significant difference in particle size among the AIs in the formulation. For example, if one AI has particles ranging from 400-800 microns and another AI has particles smaller than 150 microns, pre-milling becomes highly valuable.
- Specialized equipment, such as a powerful mill operating in circulation mode, is needed for efficient pre-grinding of large particles. A high circulation rate of several thousands liters per hour, around 15 m3/h, is necessary to ensure efficient throughput of the formulation through the mill. Additionally, the use of large-sized beads, typically 3-5 mm, is crucial for achieving a significant reduction in the size of large particles by approximately an order of magnitude, e.g., from 400-800 microns to 40-80 microns.
- The pre-milling units should be integrated into the production line between the stirring dissolver utilized for the formulation premix and the subsequent common bead mills, and equipped with a very effective cooling system.
-
Pre-dispersion
Pre-dispersion involves uniformly distributing AI particles in a liquid medium before wet milling. A high-shearing rotor-stator unit in circulation mode is mostly effective for pre-dispersion when PSDs are similar. Cooling measures are essential to prevent heat-related issues during pre-dispersion, ensuring optimal particle dispersion and distribution. This method ensures thorough mixing and dispersing of multi-AI mixtures with similar PSD.
-
Milling
In the SC formulation line, the pre-milling or pre-dispersing of the SC premix is conducted prior to the main milling step. The main milling step involves the use of bead mill(s) to attain the desired PSD of the formulation. Throughout the main milling process, the final PSD can be influenced by various parameters and modes:
-
Bead mill type
There are several types of bead mills that are commonly used for wet milling processes. Here are some of the most common:
- Vertical Bead Mill: Features a vertical chamber with a centrally located shaft and impellers for particle size reduction and dispersion.
- Horizontal Bead Mill: Utilizes a horizontal chamber with a rotating agitator shaft for grinding and dispersion.
- Agitator Bead Mill: Uses a rotating agitator shaft with pins, discs, or paddles to agitate the grinding beads.
Horizontal agitator bead mills are preferred for milling SC pesticide formulations due to their advantages:
- Higher grinding efficiency: Continuous and intense agitation in the horizontal design leads to finer particle size reduction and improved homogeneity.
- Better bead utilization: Horizontal mills evenly distribute grinding beads for efficient contact with the particles being milled.
- Improved cooling: Cooling jacket prevents overheating, maintaining stable conditions and preserving heat-sensitive components.
- Continuous processing: Enables uninterrupted production with a continuous flow of the formulation.
- Scalability and flexibility: Suitable for both laboratory-scale testing and industrial-scale production, with adjustable parameters for optimization.
-
Agitator type
Considerations for choosing the optimal agitator type for bead milling include the desired milling objectives, material characteristics, particle size distribution, and process requirements:
- Pin Agitator: Offers high intensity grinding and impact, resulting in efficient particle size reduction and a narrow particle size distribution.
- Disc Agitator: Provides shearing and grinding action, suitable for achieving fine particle sizes and uniform dispersion, with a relatively broader particle size distribution.
- Material Characteristics: Consider the hardness, brittleness, and viscosity of the material being milled. A disc agitator may be preferable for highly viscous mediums, as it can reduce viscosity and facilitate efficient grinding.
- Particle Size Distribution: Different agitator types can yield varying particle size distributions. Pin agitators provide excellent control over the final PSD, while disc agitators can accommodate a wider range of particle sizes. The last is important for multi AIs compositions.
- Process Requirements: Consider throughput capacity and energy efficiency. Choose an agitator that meets the desired production rate and offers optimal energy efficiency.
Consulting manufacturers or experts and conducting small-scale trials can help determine the best agitator type for your specific application and milling goals.
-
Beads
When selecting beads for pesticide SC formulation processes in bead mills, consider the following factors:
- Bead Type: Ceramic beads like zirconium oxide (ZrO2) are commonly used due to their high hardness, durability, wear resistance, and chemical stability, making them suitable for aggressive formulations.
- Bead Size: Bead size affects the final particle size distribution. Smaller beads yield finer particles, while larger beads produce coarser particles. Beads are available in a range of sizes, from nanometers to millimeters. Choose the appropriate size based on the target particle size distribution and milling requirements.
- Bead Size Distribution: A narrow bead size distribution contributes to a narrower particle size distribution. Consistent bead sizes ensure uniform and controlled milling, leading to the desired particle size distribution.
Consider the specific needs of your formulation, equipment specifications, and desired particle size distribution when selecting bead type, material, size, and size distribution.
-
Connecting of Mills in Production Lines
Different methods can connect multiple mills in a production line: sequential, parallel, and circulation.
- Sequential: In this method, one mill's output flows into the next mill linearly. It is suitable when specific tasks must be performed consecutively for desired product quality. The Pin Mill is often used in sequential connections, with two bead mills following each other. The first mill contains larger beads (around 1.5 mm), while the second mill has smaller beads (0.8 mm). This configuration is ideal when the particle size distribution (PSD) after pre-dispersion or pre-milling has D90 values of 30-60 microns, and the target PSD after the main milling step aims for a D90 value below 10 microns.
- Parallel: In the parallel method, multiple mills operate simultaneously, receiving the same feed material. Each mill functions independently, and their outputs are combined.
- Circulation: The circulation method involves continuously recirculating the material through multiple mills. The material goes back into the same mill repeatedly, enhancing grinding and dispersion. This method is particularly effective in the pre-milling process.
These connecting methods offer flexibility in achieving desired product quality and optimizing the milling process in a production line.
-
Milling process parameters
Optimizing and maintaining the technical parameters of the bead milling process is crucial for achieving the desired final PSD. Each parameter plays a significant role in determining the efficiency and quality of the milling process. Let's explore the importance of the main key technical parameters:
- Bead Load: The bead load refers to the quantity of beads added to the milling chamber, exerting a direct influence on energy transfer and impact forces during the milling process. Maintaining an optimal bead load is essential for achieving efficient grinding and dispersing of the material. Insufficient bead load may lead to ineffective milling, resulting in inadequate particle size reduction. On the other hand, an excessive load can cause excessive wear on both the beads and the mill, generate high temperatures within the milling chamber, and create pressure that necessitates a reduction in milling capacity.
- Temperature: The temperature during bead milling can impact the stability and performance of the material being milled. Some materials may be sensitive to high temperatures and could undergo undesired chemical or physical changes. Maintaining an optimal temperature ensures that the material retains its desired properties and prevents any degradation or unwanted reactions. Typically, maintaining a temperature range of about 20-25°C for the formulation inside the mill during the milling process is recommended. Lower temperatures can potentially decrease the process capacity, leading to slower milling rates. Conversely, higher temperatures (above 35-40°C) can induce increased viscosity or even lead to thickening of the formulation being milled, and negatively impact the final product quality.
- Cooling: Bead milling generates heat due to friction between the beads and the material being milled. To manage this heat, cooling systems like jacketed milling chambers or external cooling devices are essential components of the milling production line. Effective cooling is crucial as it prevents overheating, which can adversely impact the material and lead to inconsistent or poor-quality PSD. However, it is important to strike a balance with cooling as excessive cooling may potentially result in capacity issues, as mentioned earlier. Therefore, careful consideration and optimization of the cooling system are necessary to maintain an optimal temperature without compromising the milling capacity.
- Milling Time: Optimizing the milling time is essential to achieve the desired target PSD. Insufficient milling time results in an inadequate retention time of the formulation in the mill, potentially leading to the presence of larger particles in the final product. Conversely, excessive milling time can lead to over-reduction and the production of fines. However, it's important to note that the impact of the retention time on PSD reduction is limited. Once the maximum PSD reduction is achieved under the given milling conditions, prolonging the milling process may result in the agglomeration of smaller particles, thereby worsening the PSD.
- Accelerator Speed: The accelerator speed regulates the intensity of bead impact and shear forces during milling, thereby influencing the energy input and overall process efficiency. The optimal accelerator speed is crucial for achieving effective particle size reduction while preventing issues such as excessive heat generation, bead breakage, and high pressure build-up in the mill, which may require reducing the milling capacity. By carefully adjusting the accelerator speed, the milling process can maintain a balance between efficient particle size reduction and avoiding potential problems that could impact the milling performance and capacity.
- Capacity: The capacity of the milling equipment directly relates to the volume of material that can be processed within a specific time frame. It is crucial to align the mill's capacity with the intended production requirements. Overloading the mill beyond its capacity can result in inefficient milling and inconsistent particle size distribution. Therefore, it is important to ensure that the mill's capacity matches the desired production needs to maintain optimal performance. By meticulously optimizing and maintaining the milling parameters, the bead milling process can be finely tuned to attain the desired final PSD, leading to enhanced product quality, uniformity, and overall process efficiency.
-
Formulation composition
A composition of a multi-AI pesticide formulation comprises active ingredients, excipients, and additives, all of which have an impact on the milling process and the resulting particle size distribution. Within the range of inactive excipients, dispersants play a vital role in achieving the desired target PSD during the wet milling process. Dispersants act by stabilizing the particles, preventing agglomeration, and facilitating their dispersion throughout the liquid medium. The presence of dispersants ensures that the ground composition is well-dispersed, leading to a decrease in viscosity during the optimal grinding process. This decrease in viscosity is beneficial for achieving efficient particle size reduction and obtaining the desired PSD in the final product.
-
PSD analysis in wet milling process control
PSD analysis is crucial in wet milling processes of SC formulations to control product quality, optimize parameters, enhance bioavailability, improve stability, and maximize efficiency. Common instrumental analysis methods used for PSD control include:
- Laser Diffraction: This method passes a laser beam through the sample and uses the scattering pattern to determine particle size distribution. Instruments like Malvern Mastersizer and Beckman Coulter LS are commonly used.
- Dynamic Light Scattering (DLS): DLS measures light intensity fluctuations from scattered particles to determine their size. Instruments such as Zetasizer and Malvern NanoSizer are frequently employed for DLS analysis.
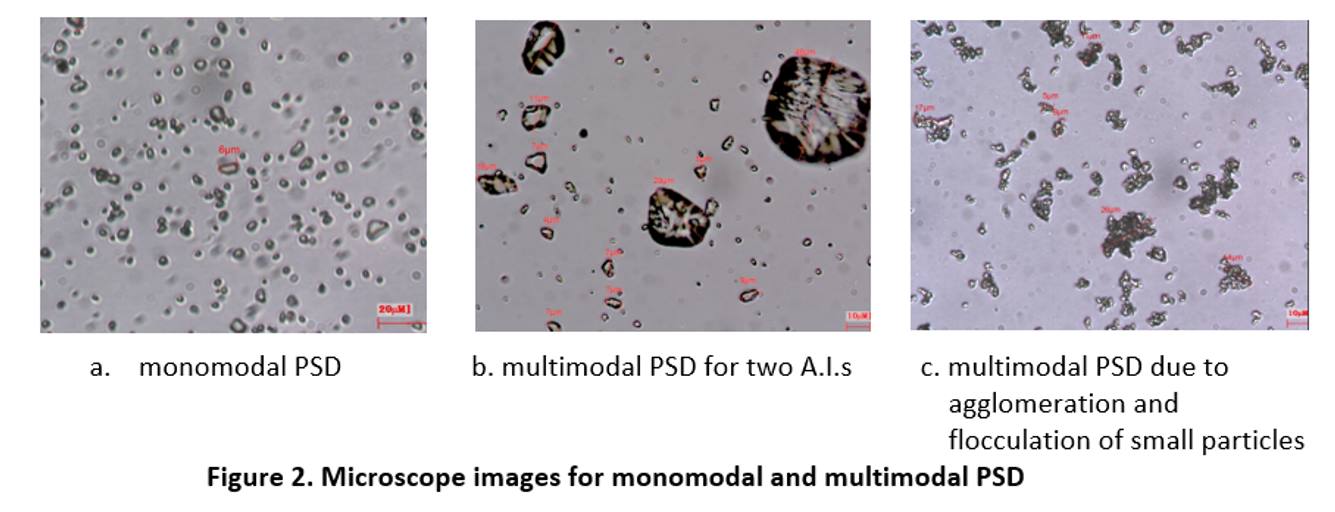
- Imaging Analysis: This method captures particle images and uses image processing to determine size distribution and shape. Optical microscopes with analysis software or dedicated particle imaging systems are used. Combining imaging analysis with techniques like laser diffraction or dynamic light scattering provides comprehensive insights into particle size and shape, facilitating accurate assessment of the milling process and identification of solutions for PSD challenges. For example, a multi-modal PSD in Fig.2b suggests insufficient grinding of an active ingredients, possibly due to larger initial particle size of one of AIs. This highlights the need for improved pre-milling. In Fig.2c, image analysis reveals flocculation and agglomeration of small particles, resulting in an incorrect PSD. This may be caused by inadequate dispersant usage or excessive milling time.
These analysis methods ensure consistent and targeted particle size distributions, leading to high-performance SC formulations.